2857 during preservation
Following the arrival of 2857 at the Severn Valley Railway in 1975, several rebuilds have taken place. Use the tabs below to view more details of each of the rebuilds and subsequent years in traffic.
Restoration started in January 1976 at Bewdley, in conditions far more basic than anything now enjoyed at most preservation sites. This work centred on replacing all the boiler fittings and copper pipework, plus the refurbishing of some areas of corroded platework, particularly on the running plate and under the cab floor. All the small boiler tubes were replaced, a ‘first’ for those days, and a completely new set of boiler cladding sheets was produced. The tender was sent away to Wagon Repairs Ltd. (now Marcroft Ltd.) at the former Kerr Stuart locomotive works in Stoke on Trent for a full overhaul, at a quoted price of £600. This apparent bargain of the century was a case of ‘who you know’ as opposed to ‘what you know’, but the final bill actually came out at £2,000. This was a shock to the Society, but with the benefit of hindsight it can be seen still to have been pretty cheap. Regrettably the workmanship subsequently showed signs of corners having been cut. It gave quite a bit of trouble during the ten years the engine was in traffic and was constantly having to be repaired to keep it going. A new ashpan was fabricated in sections and assembled under the loco without the aid of a pit … it sort of worked!

The cracked area of the original cylinder casting, cut away during an attempted repair in the summer of 1978. Photo Simon Marshall.
While attending to the cladding around the front of the cylinders we made the alarming discovery that one of the cylinder castings was cracked. We investigated a ‘cold repair’ by metal stitching, but finally took up an offer from Babcock and Wilcox specialist welding division to repair it free of charge, with the job being documented in a publicity film. They set to work and cut away all the area of the crack and its old BR repair. However, their welding proved to be something of a disappointment and cracked again, so they abandoned the job. Somehow we managed to kid ourselves that the crack was in a low stressed part of the casting and so could be ignored.
The only white metalling done was on the big ends, which was made necessary after a couple of our volunteers in a “tired and emotional state” had attempted to extract the bearings at Barry for safe-keeping, using a sledge hammer!
She was first steamed in preservation on 9th September 1979, minus cladding, and was one of five engines returned to steam that year on the SVR, earning the railway the 1979 ARPS Award.

Minus boiler cladding and with a leak from the snifting valve gasket, 2857 moves under her own steam for the first time in preservation. Photo Simon Marshall.
Shortly before we steamed the engine in September 1979 we had managed to purchase a spare cylinder block which had been discovered under a pile of coke during the demolition of Briton Ferry Steelworks in South Wales. When one considers the quantity of scrap that arrives at a steelworks, the survival of any heavy castings for very long is surprising, but to find the exact castings we needed was utterly incredible. Having said that, they were in a pretty sorry state, but at least as far as we could see they were not cracked.
No 2857 was steamed intermittently through 1980 as various jobs were completed and teething troubles overcome. However, towards the end of the year the SVR decreed that, as a result of some ‘near misses’ with preserved loco boilers generally, our boiler would have to be brought up to 1980’s BR standards. This proved to be a bitter disappointment, and morale fell to an all time low. After a few months of absolutely zero progress we pulled ourselves together once more and started work, this time aiming for far higher standards of workmanship.

The spare cylinder block as found under a heap of coal during the demolision of Briton Ferry Steelworks in South Wales, 1979.
Photo Simon Marshall

Lifting the boiler out of the frames at Bridgnorth on a dismally wet 24th October 1981, ready for a complete overhaul to upgraded standards.
Photo Simon Marshall.
Once the boiler was fully gutted and de-scaled, the loco was towed up to Bridgnorth where the boiler was lifted out for overhaul by the SVR Company as a ‘contract’ job. It needed a small amount of copper welding in the firebox, plus all new side stays and tubes as a matter of routine. On the return of the chassis to Bewdley we had another look over those cylinder cracks. The sight gave us cause for concern. Both cylinders were cracked quite badly, with the cracks extending across the smokebox saddle. It looked as if it would only be a matter of time before both cylinders fell off altogether. At that discovery we all took a very deep breath and agreed “We’ll fit the Briton Ferry block”.
The next job, then, was to prepare that block by removing the jammed up old valves, old cylinder covers, burnt off bits of frames etc. and to sort out a way forward. All the cylinders and valve bores were badly corroded and would have to be machined. After obtaining various estimates for this work we placed the job with Hugh Phillips Engineering Ltd. at Tredegar.
The standard of workmanship proved to be superb, though we were less pleased with the way the price kept edging upwards from their original quote. The task of physically removing the original cylinders, held in place by 22 fitted bolts, and fitting the new ones was colossal. Even after aligning the new block in the frames, the job of reaming out all the holes and fitting new bolts took us 22 weekends, an average of one weekend per bolt.
The valves needed new liners. Not much of a job, you may think, but first we had to invent a way of removing the old liners in one piece to enable us to obtain critical dimensions. Then we had to prepare drawings for the new liners, then get pattern equipment made for the castings and finally produce the liners, which had to be machined to a tolerance of one thousandth of an inch. With the benefit of hindsight we have found that these were cast in a fairly low grade of iron; fine for ease of machining, but with a shorter than ideal wear life. The new liners were fitted in July 1983 with the generous assistance of BOC Cryospeed Ltd., who provided us with the liquid nitrogen at -196°C, necessary to contract the liners sufficiently to fit into their respective bores.
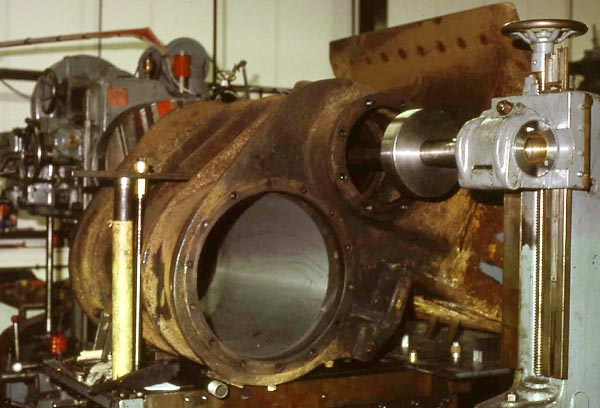
After it was decided to fit the Briton Ferry cylinder block it needed to be fully overhauled, and the driver’s side half is seen here, on 30th October 1982, being set up for boring the valve chests at Hugh Phillips Engineering Ltd, Tredegar, South Wales. The main cylinder bores had by this stage been completed.
Photo Simon Marshall.

Once the Briton Ferry block had been aligned on the frames it was necessary to drill and ream the 22 bolt holes ready for the fitted bolts. This scene, on 6th November 1983, was typical of the 22 weekends taken over this job.
Photo Simon Marshall
The other rather lengthy job was the truing up of the axleboxes and their horn guides. This task took about six months and nearly drove us round the bend, but once in service no. 2857 clocked up 41,000 miles without developing much clanking, so we must have got her about right. The axleboxes were overhauled at Bridgnorth and the new lubrication pads at Swindon, one of the last sets of pads produced there. The suspension and brake gear was completely overhauled with new pins and bushes throughout. The wear in some of the pins was so severe that we decided to introduce grease lubrication to improve matters. This has generally proved successful, but in a couple of locations the locking method on nuts had to be revised to suit. Our modifications here have not been an unqualified success and these nuts have to be tightened up periodically.
Another complication associated with the ‘new’ cylinders was that all the bores were different from the originals, and so we needed a new set of valves and pistons to fit. Also we realised the valve spindles were badly worn, and had these restored with spiral welding, followed by machining to brand new size.
The piston rods were also machined to prevent steam leaks where they had ‘waisted’ in the middle through wear. The mini crossheads for the valve spindles were also badly worn and again were built up with weld and machined back to size.
We had to admit that our 1978 ashpan left a lot to be desired, so we organised a new one, taking the opportunity to design a ‘hopper’ ashpan, to avoid the unpleasant job of raking the ashes out every steaming. We designed it extremely robustly to avoid problems with heat distortion in service, but all that happened was that it still distorted and then was twice as difficult to straighten out again!

With newly machined wheels, axleboxes and re-furbished springs, the frames are finally lowered onto the wheelsets by the SVR 30-ton steam crane on 4th November 1984.
Photo Simon Marshall
The loco was painted largely in the open air in Great Western 1906 dark green livery, in which she would have been first painted when built. It was surprising how many self-styled “experts” came to tell us it was too dark, imagining Swindon only ever used the 1928 green. Strictly she should only be painted in BR black, as she didn’t get outside steam pipes until after nationalisation. We even had one “expert” tell us the numberplates were too low, until it was pointed out to him that they were the original plates bolted through the original holes on the original cabsides!
Needless to say there was a myriad other jobs all around the loco, but we finally lit a fire in her again on 18th August 1985 and the following weekend she steamed over 140 miles in traffic on running-in turns with no trouble at all. We had in fact worked like Trojans almost solidly for six months, and had only just finished the job in the nick of time to be able to accept a unique invitation to take a rake of the SVR preserved wagons to Newport and back over BR metals as part of the GW150 celebrations. This was quite the most wonderful way to come back into traffic that any of us could possibly have dreamed of, and will remain in our memories for the rest of our lives.

2857 returned to steam at Bewdley on 18th August 1985, this time making her appearance in a much more finished state.
Photo Simon Marshall.

BR driver Trevor Bethel awaits the signal from Bulmers yard at Hereford at 04-00hrs on the morning of 10th September 1985, before taking the engine and SVR wagons on to Newport.
Photo Simon Marshall.

On 10th September 1985, newly restored 2857 rolls her demonstration goods train out of the tunnels on the approach to Newport Station.
Photo Brian Dobbs
On her return to the SVR after her high-profile trip to Newport in 1985, No. 2857 settled down into the general pool of Severn Valley Railway locos. However, three jobs were undertaken fairly promptly; first to set the valves, second to re-metal the coupling rod bushes and third to fit steam carriage heating apparatus. The need for proper valve setting had become obvious during the trip to Newport, when the beat tended to be very lame. The steam heating is non-authentic for a 28XX, but we feel reasonably satisfied that it is as discreet as possible, being disguised in the cab as the exhaust injector steam supply, with a standard Spirax Sarco industrial pressure reducing valve hidden below the floor.
During the nearly ten whole seasons she was in traffic various problems cropped up from time to time. One job was the manufacture of a new vacuum brake cylinder after finding that our original was cracked. As a result we can now supply the preservation movement with castings for the main cylinder barrel from our own pattern equipment.

A stop was made at Gloucester on the return journey back to the SVR and 2857 is seen here ready to depart about 21-00 hours on 10th September 1985.
Photo Graham Vincent

2857 departs from Bewdley on the occasion of the 70th anniversary Goods Train on 22nd May 1988.
Photo Pete Skelton
We have modified some of the axlebox suspension pins from the original plain Churchward type to the later Collett type with a head, after difficulty was experienced with the originals, and these have since proved trouble free. Probably the two most serious problems after entering traffic were the discovery that the new pistons had worked loose, and that there were some cracks in the copper tubeplate in the firebox. The former problem was believed to have been caused by inadequate tightening when Hugh Phillips Ltd. fitted the new pistons to the rods in 1984. These pistons had to be replaced with another pair of new castings. The work this time was carried out by the SVR, and has proved to be completely successful, being tightened onto the piston rods through the gearbox of an old lathe. The firebox was welded up by the SVR boilersmiths and gave no further trouble. The blower ring, much repaired at the initial restoration, finally corroded away, and we have organised pattern equipment for these complex castings, supplying many to fellow preservation groups.
At the end of the 1988 season it was found that the valves had become severely worn. One of the possible causes of this was thought to be lubrication problems arising from inferior water treatment at that time, giving rise to excess priming, where water from the boiler is carried over with the steam which can then wash the lubricating oil off the valve liners and cylinder walls. By 1990 a further inspection revealed even more wear which required extensive rectification work.
Over the winter of 1991 it was found that a couple of the small boiler tubes had failed and it was decided to completely replace all the small tubes to see out the remaining three years of the boiler certificate.
In 1992 we accepted the invitation from the Gloucestershire and Warwickshire Railway at Toddington, Gloucestershire, via the SVR Company, to take the engine there for the season. This proved to be a very enjoyable experience, and she was very ably looked after during her stay. Probably the most serious fault which developed at Toddington was in the water gauge frame. It was found that the gauge frame casting had fractured, causing the top valve to come away from the boiler.

Over the winter of 1991-2 the engine was repainted in BR black livery and she is seen here on one of her first workings in this new guise, emerging from Bewdley Tunnel on 21st March 1993.
Photo Simon Marshall
The fitting was repaired by the G&WR and re-fitted to the loco. In general she performed very reliably there and performed for a total of 77 days in operation, clocking up in the region of 3500 miles. When a measurement was made to check for tyre wear it was found to be negligible. This compared very favourably with a ‘Castle’ class which had run on the G&WR shortly before, where tyre wear was the cause of some concern after a far lower mileage. It is also curious to note that 2857’s tyre wear has proved to be much better than that of the LMS equivalent engine, 8F No. 8233 on the SVR, though no logical explanation for this has yet been found. This visit was followed in 1993 by an invitation from the East Lancashire Railway to feature in their “celebration”, if that is the right word, of 25 years since the end of BR steam. This was only a short visit, but included the unique spectacle of seeing our engine double-headed with the only other steamable GW 2-8-0, no. 3822 from the GWS at Didcot.
The piston valves were inspected again at the end of the 1993 season and again were found to have worn badly, requiring a further re-boring. By 1993 the tender tank was becoming something of a liability and water could only be retained inside after annual bouts of welding of the tank bottom. Towards the end there were even leaks in the top of the tank, such that if a stop was made with a full tank a series of fountains would spring up! It was seen as something of an even handed race as to which would expire first, the tender or the boiler certificate. In the end the tender tank won, but was nevertheless declared scrap, for replacement during the next overhaul!
On 30th December 1994 we arranged for a grand send-off for the old girl by staging several goods train runs up and down the length of the SVR for the benefit of photographers. Unfortunately the weather turned out to be absolutely diabolical, but the operation continued after dark, when flood lighting was arranged around Bewdley station, allowing many ‘master shots’ to be obtained after all. After that her fire was allowed to cool and, there being no further SVR work over the winter, her seasons of operation came to an end.

A special goods train was organised to celebrate the end of 2857’s ten-year boiler certificate and some carefully illuminated scenes were created in Bewdley Station in the evening of 30th December 1994, after which there was no further work until the certificate expired on 23rd February 1995.
Photo: Simon Marshall
During her ten years in traffic, clocking up a total of 41,000 miles, 2857 was generally very well received by SVR crews as well as the crews from the railways she visited. She continued to amaze us, not just with her power, but with her free-steaming abilities and her fair turn of speed. She is a credit to her original designers and builders, and the design is all the more remarkable when it is considered that it pre-dates every other eight coupled engine in preservation!
Once 2857’s boiler certificate expired in February 1995 we started steadily working on the Heavy General Overhaul, initially solely in a volunteer capacity. The first task was to start stripping the engine down at Bewdley whilst keeping the outward appearance as intact as possible. We also organised a new tender body, which was made by DG Welding at Innsworth Industrial Estate, Gloucester. The tender was transported by road to DG’s works on 4th March 1995 and quickly stripped down to a bare chassis. While the tender body was declared scrap it was retained as a pattern and also as a mine of all the various fittings, handrails, steps etc. After some severe de-rusting of the front structure (dragbox) housing the engine to tender buffers and coupling, it was decided that it could be re-used. The same could not be said of the rear dragbox and a new one was fabricated from steel sections and plate. The frames were given a thorough examination for cracks, using the magnetic particle technique, and any cracks were then welded up and some wasted areas also made good by welding. On dismantling it was found that the pivoting trunnions for the vacuum brake cylinder had seized up, causing the piston rod to become worn. The whole cylinder assembly was overhauled and tested by Joe Rosagro of Cheltenham as a separate contract and then re-fitted in the frames.

The new tender body was built at DG Welding in Gloucester and this view shows the work nearing completion on 16th March 1996.
Photo Simon Marshall
Over the summer of 1995 this tender was seen as something of a fill-in job by DG Welding and work slowed to a crawl, but the slow progress meant that our volunteers could assist at weekends, completing a vast array of the lower skilled de-rusting and painting tasks which were found to be needed. This then allowed DG staff to work unencumbered by wet paint on their higher skilled, higher cost areas during the week. In January 1996 full time work was re-started in earnest. Gradually the platework was built up, starting with the tender well between the frames, followed by the internal baffle plates. A problem was found with the side plates as first delivered – the curve for the flare at the top had been formed upside down! Replacements were quickly provided. The intention was to use welding for those parts which were not visible from the outside, but to use riveted construction on all visible surfaces. This necessitated some new skills to be learned by DG Welding staff and we were grateful to the SVR engineers who made themselves available for advice as the job progressed. One useful trick was to use bituminous paint in the joints, the heat from the red hot rivets then melting the bitumen into the joint and forming a water tight seal. The inside of the tank was painted using a black paint called ‘Intex’, manufactured by the Bitumastic Company, which had been specially formulated for protecting the inside of water tanks. To provide adequate ventilation for this job an elaborate pressure ventilation system was set up utilising the air output from the works heater piped directly into the tender water space, using specially made adaptors. The tender complete with new body was finally delivered back to the SVR on 30th March 1996, having taken rather in excess of the original 13 weeks estimate!

A new Petticoat Pipe, or Chimney Bell, was required and the Society organised the tooling for a batch of new ones to be produced. The old and new are seen side by side at Bewdley on 4th April 1999.
Photo Simon Marshall
As well as the new tender we have provided or made various other new parts, including a new smokebox door, a new cab and a new petticoat pipe. This latter item was quite a major project in its own right. We contacted no less than 15 different metal spinning companies and boilermakers before finding one capable of producing such a heavy spun item at a reasonable price. Even so we had to invest over £2,000 in tooling costs, but were able to defray this by organising a batch quantity for a fair portion of all the suitable GW locos in preservation. Contacting all the loco owners was no mean task either. We are proud to have been able to help not only other owners of ex Barry scrapyard engines in this way but also the builders of the replica ‘Saint’ at Didcot and the replica ‘Grange’ at Llangollen, this spinning being the first piece of metal purchased for that project!
Some of the original structural steelwork on the loco was terribly corroded, particularly the structure below the cab floor and the front dragbox and bufferbeam area, the front bufferbeam actually having become bent outwards. Drawings were prepared for new parts for the front dragbox and steel purchased ready cut to shape by laser, the resulting kit being welded up by the SVR coded welders at Bridgnorth. In order to reduce these corrosion problems for future restorers of our engine we have had as many as possible of these components galvanised. The vacuum reservoir, another item under the cab floor subject to much corrosive water and coal dust mixture, had also rusted very badly, and a new one was manufactured in October 2000 by Crossley’s of Stockport in stainless steel. New steps and the new cab were built entirely by the society volunteers at Bewdley and great delight was taken in copying various lop-sided idiosyncrasies as accurately as possible to preserve the unique character of our engine.
The valve liners had not lasted as well as had been hoped from the 1984 rebuild. Hardness testing on these liners indicated the grade of iron used was actually the same hardness as the original BR specification and therefore was unlikely to be the cause of the accelerated wear rates we had experienced.

The vacuum reservoir was life expired, and a replacement made in stainless steel is seen alongside the original on 19th November 2000.
Photo Simon Marshall
Two liners on one side had been subject to damage caused by a valve breaking up in service, and after sufficient machining to clean up the damage had been completed this left only enough material for one more lot of machining, and so these two liners were scheduled to be replaced. The two liners on the other side had sufficient metal for about three further lots of machining, given the use of improved boring equipment, and could be retained. However, we had new castings made for the total set of four and used a much harder grade of iron, interestingly based on David Wardale’s re-engineering work on the South African Railway’s class 26 ‘Red Devil’ 4-8-4, which we trust will give an improved life in the future, whatever the actual cause of the previous wear.
The original chimney has corroded beyond repair and a new one was cast accurately to the original profile. This was done from a pattern kindly loaned by Peter Robinson, owner of sister loco 3814, at that time on the North Yorkshire Moors Railway, but the pattern required further minor refinements to satisfy our exacting, some could say pedantic, standards!

2857 Society volunteers work on the boiler inside Bridgnorth boilershop preparing the foundation ring for removal.
While we undertook various rebuild tasks on our own, we were also pressing the SVR Company to honour its commitment to overhaul the locomotive. What is clearly general economic stringency of the tourist railway movement as a whole meant that our engine took something of a back seat in the SVR overhaul queue, several engines perceived at the time as being easy overhauls being leapfrogged ahead of ours.
In June 2002 the engine was towed up to Bridgnorth for an assessment of work needed, but little practical progress started until January 2004 when the boiler was lifted out and placed on a Weltrol wagon. This enabled our volunteers to continue working descaling previously inaccessible areas on the underframe. We must have made some sort of impression on the powers-that-be as we were next asked to start stripping the boiler itself under their supervision. This met with such success that we were then, with yet more supervision, encouraged to carry on with the actual boiler overhaul, while the chassis was towed back to Bewdley. We would like to take this opportunity to thank Graham Beddow, the then SVR Boilersmith, for his tremendous support through what proved to be a fascinating experience, and by his action played a pivotal role in changing the perception of 2857 from a strange misconception of “too expensive to repair” to “best get on with the rest of it”, leading to the final completion of the overhaul. We started this in March 2004 as ‘green’ volunteer boilersmiths and over the next six years we did more and more, always with the help and supervision of the full time staff, to the extent that the boiler was rebuilt largely by volunteers.
In summary we:
- Stripped the boiler
- Replaced 230 crown stays
- Replaced 850 steel side stays
- Replaced 575 copper side stays
- Removed, repaired and then re-fitted the foundation ring
- Repaired the throat plate
- Replaced the copper tube plate
- Repaired the outer firebox wrapper
- Repaired the main internal steam pipe
- Replaced the front tubeplate
- Fitted 14 superheater flues
- Fitted 200 fire tubes
- Replaced the smokebox
- Replaced the chimney
- Replaced the petticoat pipe
We had anticipated that the copper tubeplate would require replacement and, on the recommendation of the then SVR GM Alun Rees, had purchased the material for the job some years previously when the price of copper had fallen temporarily. The price soon shot up again and so this proved to have been sound advice indeed. The tubeplate was formed on the SVR flanging block, this being adjusted by us from its previous job on the Stanier mogul No. 42968. While SVR staff and contractors completed the more specialist boiler jobs such as welding and riveting, the majority of the work was completed by Society members working, on the whole, just one day a week. Had we been able to work full time, this would have equated to just over 15 months’ worth of work.
The loco chassis was returned to Bridgnorth in October 2008, at which point we were delighted to welcome a huge team of Bridgnorth volunteers, on Tuesdays with the ‘Tuesday Gang’ as well as at weekends, together with most of the ‘Erlestoke Manor’ team. Over the next 3 years our work included the following tasks:
- Strip down cylinders and crossheads
- Strip down all the suspension gear
- Strip down all the brake gear
- Re-machine loco brake cylinder
- Manufacture and fit replacement valve liners
- Turning tender wheels, journals polished, axleboxes overhauled and re-metalled.
- Springs re-tempered
- Ultrasonic testing of axles
- Overhaul of pony truck, including replacement of now unobtainable rubber springs with simple rubber rings in stacks.
- Manufacture and fit replacement front horn guide, original having cracked in six places, thought to have been caused by collision damage in 1950s (1957?)
- Survey of frame cracks, worst being about 40mm. Confirmed that 1983 repairs had been good and were still sound.
- Horn bolts checked and two found broken.
- Manufacture of crinoline frame for accurate fitting of the boiler cladding, based on dimensions of ‘Lode Star’ and 2818, both then at York – in the end not used owing to lack of time. Since adapted and re-used on loco 1501.
- Manufacture of replacement hopper ashpan, repeat of Society’s 1985 design.
- Addition of ashpan water spray.
- Optical alignment of axleboxes, slidebars and frames.
- Driving wheels turned and journals polished.
- Axleboxes re-metalled and machined
- Replacement of steam heat pipework
- Addition of low-level tender filler pipes
- Replacement of non-authentic brass tender plate with cast iron showing correct tender number, 2355.
- Addition of grease supply pipes to tender brake cylinder trunnions
Bit by bit she was re-assembled and 2857 finally steamed again on 4th July 2011.
Unfortunately some of the boiler stays had been supplied too loose for their respective holes. It was hoped that they would seal up with caulking and scale, but this proved to be over-optimistic and in the end the difficult decision was made in April 2012 to lift the boiler again and sort the problem out with fresh material.
This brings the 2857 story up to August 2012 and we hope you have found this account interesting.
2011:
The first runs with 2857 were made on Monday 4th July 2011 under the supervision of newly appointed Engineering Manager at Bridgnorth, Ian Walker. A second test was made on 6th July, with the loco continuing as station pilot for the day. On a third test, made on 14th July, the grate collapsed and the loco had to be assisted back from Highley. Test runs on a passenger service were made on Thursday 21st July 2011, double headed with 2-6-2T No. 4566. These runs seemed to be successful, though a knock was reported coming from the front of the right hand cylinder, after which 2857 ran solo, effectively entering traffic from that point.
In August the knock in the right hand cylinder was further investigated, which alarmingly was found to be a ¾” Whitworth nut found behind the front RH cylinder cover. It was also found that the big ends were running hot, perhaps a separate incident from the knock, and these were re-metalled.

2857 double heading with 4566 21st July 2011, in charge of the 13.00 Kidderminster – Bridgnorth – its first round trip passenger turn since 1994.
Photo: Tom Clarke
One puzzling ‘teething trouble’ which cropped up that summer was some confusion over the pony truck equalising beam. This is a ‘standard item’ and is made with three notches, mating with a pivot pin to carry the weight of the front of the locomotive. Depending on the particular loco design the pin can be fitted in the front, middle or rear notch to achieve correct wheel loadings. Unfortunately we had conflicting Swindon drawings and instructions ranging over all three pin positions. Following careful weighing and experimentation it was decided to adopt the rear location and, after due time for settlement, the loco has continued happily with that set-up.
A “major boiler leak” was found in fact to be water from a top feed leak running under the cladding and emerging at the throat plate.
It was noted that the hopper ashpan had started distorting, a disappointing development on so new an item.
During the Christmas running it was found that the steam heat, using the ‘Sarco’ industrial pressure reducing valve hidden below the footplate we had fitted in 1986, was performing intermittently.
In mid-December 2857 suffered what was describes as a ‘hydraulic incident’ in which water appeared to have been carried over into the cylinders.
2012:
The cylinders were stripped down to investigate the hydraulic incident. Great care was taken not to disturb the special stud we had fitted to re-inforce a small crack in the Briton Ferry cylinder block. It was found that the valve drains were blocked, with the valve chests full of water. The drain pipe from the valve chest was ‘rodded out’. It has a special thread, for which no taps or dies have been found. Its slightly worn threads were re-assembled in 1984 and sealed with ‘Hermetite’ and, sitting deliberately undisturbed, have performed without any further trouble.
After quite a few attempts to rectify some very silly boiler stay leaks which should not have occurred, it was discovered that unfortunately some of the boiler stays had been supplied too loose for their respective holes. It was hoped that they would seal up with caulking and scale, but this proved to be over-optimistic and in the end the difficult decision was taken on 20th April to lift the boiler back out of the frames. This allowed the affected stays to be re-worked or replaced. During this job it was discovered that one old 1984 stay had become stuck in place by the foundation ring when these were being removed this time around. It was causing a blockage reducing the effectiveness of the boiler washouts and it was found that a significant amount of limescale had built up behind it. Removal of this avoided possible far more serious damage to the boiler from occurring later on. The exam was passed on Friday 13th July and the engine returned to traffic on 3rd August 2012. A small compensation for this disruption was that the boiler certificate was therefore extended to 2022.
On Friday 7th August the loco suffered a valve failure. The fault started developing at Arley, was worse by Bewdley and completely failed on the approach to Kidderminster, with the train having to be ignominiously rescued by an 08 diesel shunter. The left front valve head had smashed, damaging all the components for that valve head. It is thought that the cause was a taper locking pin which had worked loose. All the others were checked and found to be sound. A new valve head assembly was made commendably quickly at Bridgnorth and the loco was re-assembled and returned to traffic on 20th August.
It was found that the Sarco carriage warming steam pressure-reducing valve had seized in the fully open position and was thus non-operational, functioning purely as a plain orifice. Bridgnorth staff decided to remove the innards completely and the system then ran as a plain orifice, similar to the system used by the GWR before the development of the ‘Mason’s Valve’.
At the 2012 Gala Weekend it was noted that the ashpan was continuing to distort.
At the beginning of December one of the copper steam pipes, between the regulator and the superheater header, failed. A repair was made, but this could only be regarded as a temporary expedient due to it being part of the steam pressure circuit.
2013:
After a lengthy search, with assistance from numerous other loco preservationists, a Scottish specialist in the brewing trade, Speyside Copper, was found for the copper pipe replacement, but the loco was allowed to continue with the repaired pipe until completion of new pipes.
At the SVR’s suggestion an ashpan spray was fitted, using a GW ‘pep pipe’ valve fitted to the cab front on the fireman’s side, to help minimise dust during disposal and in the hope that it may help reduce the distortion occurring in the ashpan itself.
In October a leading driving spring broke and was replaced.
The replacement copper steam pipes, made in Scotland were delivered in Nov 2013. 2857 achieved the highest annual mileage of any loco in the SVR fleet for the year, 10,624 miles.
2014:.
There were reports of uneven exhaust at the start of the year and examination found damaged valve rings which had to be replaced.
A tender spring was found to have broken and was replaced. The failure appeared to have been due to poor production techniques in the original (non-Swindon) manufacture.
On Sunday 14th May 2857 was involved in a shunting incident at Kidderminster, in which a collision occurred when propelling MkI coaches toward the buffer stop. To everyone’s immense relief no damage was sustained.
In July a second incident occurred in which valve and piston rings disintegrated. All valve snap rings were serviced and all piston rings machined and fitted. Also new piston-rod gland split rings were machined and fitted.
The replacement copper steam pipes were found to be 2” too short. They were returned to the manufacturer for modification, while the loco soldiered on with the previous repairs.
In December the grate suffered a partial collapse. The Society pressed for replacements to be in a higher chromium content grade of cast iron than used hitherto, but the SVR considered the cost/benefit not to be in its favour.
For 2013, once again, 2857 achieved the highest annual mileage of any loco in the SVR fleet, 10,477 miles.
2015:
In February the left intermediate driving spring was replaced. Also that month a new brick arch was built in the firebox, while the tender handbrake thread was found to be worn. This item was added to the list of items to be regularly monitored
The now distorted hopper ashpan was rebuilt in situ between the frames.
The Sarco pressure reducing valve for the carriage warming was recorded as having been serviced in February, though as the internals were removed in 2012 it is suspected that this would have been to a somewhat basic level.
The lubrication system was overhauled. New pads were fitted in the motion, while the lubricator was cleaned out and the needle valves and cones serviced.
It was noticed that a driving wheel balance weight had become loose. As it could not actually come out it was decided to let it run but that it would be monitored.
In October 2857 made a very enjoyable visit to the West Somerset Railway as part of their Autumn Gala weekend. The WSR drivers took her in their stride as she was to all intents and purposes identical to their 3850 which had been based there having just come to the end of her ticket and which, incidentally, had been measured as the most economical loco on the line.
In June the left trailing driving spring was changed, while a crack found in the right hand leading horn block continued to be monitored.
Replacement main copper steam pipes which had been returned to manufacturer for modification were finally fitted to loco in November 2015, almost three years after the failure of the original pipes.
The left trailing tender spring was replaced in November.
For the third year in succession 2857 achieved the highest annual mileage of any loco in the SVR fleet, 10,875 miles. Contrary to the peculiar view of some board members, Engineering Manager Ian Walker commented “She is ideal for the line – does everything you ask without even breaking a sweat!”
2016:
Over the winter the tender right hand leading axlebox was re-metalled after it ran hot undetected, probably during the 2015 Santa running.
In March there was another failure of the piston rings and snap rings. The valve cover bushes were re-metalled and machined, while new valve rings and new piston rings were fitted.
During the early parts of the year the suspension compensation pivot pins were replaced. This initially seemed surprising, but turned out to be at a similar mileage to the previous replacement, carried out at the main overhaul in 2011, after 41,000 miles.
On Wednesday 30th March 2857 left Bridgnorth with the tender handbrake inadvertently left hard on, only detected at the top of Eardington bank when she would hardly roll down the other side. Subsequent inspection showed that brake block material had fused to four tender wheels. It was carefully ground off by hand, with no long term damage.
By August the big ends were knocking badly and the crosshead cotters had become loose, so the big ends were remetalled and cotters replaced ahead of the repair scheduled for the winter. At about the same time the vacuum pump crosshead bracket was found to have fractured and this was re-welded.
It was noted that the cylinders were becoming very worn and required re-boring. Subject to a reduction in the mileage run it was agreed that this could be re-scheduled for January 2017.
The original valve spindles had also become very worn. Early suggestions by the Society to repair these by spiral welding were rejected when it was considered that the holes for the taper pins securing the valve heads had been drilled and over-drilled on so many occasions as to render them useless. Complete replacement was agreed and it was planned to include this work as part of the overall cylinder refurbishment job.
The back driving axleboxes were reported as knocking.
Erratic problems were found with the vacuum brake system. The hose from the pump to the vacuum retaining valve had split and was replaced, also the ‘pepper pot’ relief valves were re-set, curing the problems.
New firebars were fitted in October.
Once again the hopper ashpan was found to be distorting.
In October 2016 Neil Taylor took over from Ian Walker as Engineering Manager and we take this opportunity to thank Ian for all his help and support.
The right leading driving spring was changed in December.
As requested, the use of the engine had been reduced and the 2016 annual mileage came out significantly less, at 7,383 miles.
2017:
We started the year with a Volunteer-led deep clean of the engine at Bridgnorth, including steam cleaning between the frames.
Due to loco shortages the SVR requested to defer cylinder re-bore yet again, until the autumn. There were concerns from the Society that the piston could impact at the step in wear at the end of the cylinder, moreover the level of wear was at, or in excess of, BR limits. Neil Taylor agreed to arrange for new cylinder liners to be cast in readiness for the job. After much soul-searching we all came to the conclusion that we should allow the loco to remain in traffic, subject once again to mileages being reduced.
For the second time a crew ran with the tender handbrake hard on, this time departing from Kidderminster, causing more severe damage to the tender’s rear wheelset. This time wheels had to be turned and repairs were carried out at London Midland dmu depot at Tyseley.
The tender derailed during a run-round in Kidderminster Station in May. This was thought to be partly due to freshly turned tyres climbing the rail. One early lid-type axlebox keep was broken, while another one was broken soon afterwards by the JCB while coaling at Bridgnorth. They were both replaced by the later cork-type keeps borrowed from ‘Hagley Hall’. This left the loco running with three cork-type keeps on one side and three lid-type the other.
In May, it was noted that the total mileage in six years since completion of the overhaul exceeded 48,000 miles, more than was achieved over nearly ten years of the previous service period. Clearly 2857 was earning her keep!
A decision was taken to replace all the small boiler tubes as it was felt they were unlikely to last the full 10 years of the boiler certificate and would be better replaced at his time in readiness for the loco’s centenary year in 2018. All agreed that a failure in that year was not an option!
The right leading horn block, monitored from earlier years, was found to have cracked through a bolt hole.
The loco was taken out of traffic in September for an intermediate overhaul, thus missing the 2017 Gala Weekend. The cylinder covers were stripped down by volunteers, who inadvertently managed to break the special stud which had been fitted in 1983 to protect a minor crack in the casting. A repair involving fitting a new smaller stud down the centre of the special was successfully carried out in November.
The cylinders were bored out in November and had to be taken out to 19 7/8” diameter to clean up, causing worries that the castings for the new liners may not have been ordered big enough. In the end they were ok – just!
In view of the requested reduction in mileage due to the worn cylinders and the stoppage in September, the 2017 annual mileage came out at only 5,278 miles.
2018:
The intermediate overhaul was quite extensive in the end and included casting, machining and fitting new cylinder liners, a corresponding set of new pistons, overhauled piston rods, new valve spindles, new valve assemblies, all valve and piston rings replaced, complete replacement of all 176 small boiler tubes as well as completion of numerous smaller jobs. A few problems of leaking tubes cropped up which delayed the return to traffic, but she finally re-entered service 20th May, just in time for centenary celebrations.
2857’s 100th birthday was celebrated on 2nd and 3rd June 2018. This involved 2857 running with all the operable wagons from the ‘813 Fund’ collection showing freight trains as they were, while a GB Railfreight class 66 diesel electric pulling three air-braked hoppers represented a foreshortened version of 2018’s equivalent. The Saturday was rounded off by 2857 hauling a highly enjoyable dining train consisting of the SVR/GWA restaurant cars for Society members in the evening.
Another milestone for the loco was reached on 18th September 2018 when she clocked up 100,000 preservation miles, achieved with some celebratory whistle blowing and a few pints of Bewdley Brewery’s ‘2857 Beer’ in the train!
There had been reports in June of the left hand injector blowing back. A repair was attempted, but in August the fault returned. Unfortunately there was not then an opportunity to carry out a further repair before a visit to the North Yorkshire Moors Railway Gala Weekend at the end of September. As a result the injector continued to be troublesome but the NYMR crews seemed to take the problem in their stride. The extremely successful visit was effectively a ‘return match’ for North Eastern Locomotive Group’s 100 year old Q6 0-8-0 which had visited the SVR Gala.
nfortunately some damage occurred to the fallplate, the hinged flap between engine and tender, probably when loading the engine onto the low-loader for the return to the SVR. The clack was fully serviced in October, after which it was hoped the injector problem was solved.
There then followed a visit to the East Lancashire Railway, another great success for our centenarian. The annual mileage for 2018 was 8,210 miles – a remarkable achievement considering she didn’t re-enter traffic until the end of May and testament to the quality of the overhaul carried out by Bridgnorth at the beginning of the year.
The cumulative preservation mileage was 102,157miles at the end of 2018.
2019:
By February, numerous complaints had come in on the vacuum brake. It was overhauled, resulting in it maintaining 25” vacuum at 5mph.
A driving spring broke on a Saturday at the beginning of April but it was replaced and the engine was running again by the following Tuesday.
Despite the work carried out at the end of 2018, the injectors continued to be troublesome – blowing back and noisy. After further investigation a split bronze union was found in the water supply pipe from tender. Also a clack cage was discovered to have cracked and a delivery pipe was leaking, but then in July the main fault was finally diagnosed as a cracked ‘lens ring’ securing the delivery pipe against the clack. The whole system was dismantled and rectified in July, resulting in success at last.
A hole wore through the tender tank, thought to be from years of shovel impacts and was repaired in June with a new piece let in.
Both piston rod glands were reported to be leaking, thought to be due to a bent gland plate.
Problems were still being reported on the brakes. The ‘pepper pot’ vacuum relief valves, previously fitted with stainless steel springs to avoid corrosion problems, were re-fitted with standard carbon steel springs, preventing them ‘hanging open’ longer than they should.
Notwithstanding the optimism surrounding the overhauled vacuum pump in November 2018, it was found that the pump gland was so badly worn as to be virtually non-existent. Replacement gave two beats of the pump per revolution of the wheels for the first time in ages.
In April hydraulic tests showed two superheater elements to be defective, which were repaired.
In June some cracks in the copper firebox, which looked like old repairs, were welded and several rivets were replaced with patch screws.
On the carriage heating it was decided to dispense with the ‘Sarco’ unit and to pursue the idea of replicating the ‘orifice’ pressure reducing system used on the 56XX 0-6-2Ts. A pattern was produced and a couple of castings run off.
The ashpan, rebuilt in situ in 2015, deteriorated again; a large split was found on the left hand side. The SVR hope to nurse this ashpan through the remaining life of the boiler ticket but if it becomes a serious issue it may be a ‘boiler out’ job so that we can fit the loco with an ashpan similar to that which is intended to be fitted to No. 4930, ‘Hagley Hall’. This proposal is for a fixed pan with a slope down to a rake-out ‘oven door’, an idea we toyed with around 2009 when working on the boiler. The SVR has come to the conclusion in the last few years that hopper ashpans are generally too much trouble to maintain and unless a loco was designed with one as original it is better to stick with designs that are as simple as possible.
The handbrake screw thread had continued to be monitored since 2015 and was now such as to be the cause of some concern. Visually it was clearly not in a good way, with the square thread worn away to the extent that it looked like a bit of wire wrapped around the spindle. We are all most grateful to the Bluebell Railway for the loan of the one off the 4-4-0 ‘Dukedog’ while the SVR organised a batch production of replacements.
In October another superheater element was found to be leaking. It was removed and the hole welded up. As these elements were all the same age it seemed reasonable to expect them all to start giving trouble, but at least they appeared easy enough to fix. Also in October the steam heat hose between engine and tender was found to have split and this was replaced.
In November the die blocks were re-metalled and this gave the loco a much smoother, quieter ride – mainly due to the fact the reverser didn’t crash about anymore.
2020:
Over the winter the opportunity was taken to straighten up and tidy the injector steam pipes running down the back head so that they meet with the valves vertically, rather than in the cranked positions erroneously set at the 2010 overhaul. Correction of this seemingly trivial detail is hugely welcomed by our engineering team, who had taken much pride back in 1978 or thereabouts in getting it to look ‘just so’, and for whom the twisted efforts, burning drivers hands next to the brake valve, was a constant irritation! The RH pipe was dealt with first, with the LH pair following later in the year. As part of this job the carriage steam heating system was simplified dramatically. The industrial reducing valve below the cab floor and its associated pipework was removed and a simple reducing fitting was fitted just below the shut-off valve in the cab.
The original GWR lubricator shut-off valve, consisting of a tapered plug rotating in a matching hole, was troublesome. Any wear would form grooves around the plug which were very difficult to grind out, so the SVR has moved over to PTFE sleeves as standard, including on 2857. They are totally self-lubricating, lower on maintenance, smoother operating and make everything far more user friendly.
2020 saw the start of the Corona Virus crisis and much of the mpd strength was placed on Furlough from mid-March to 2nd July, after which there were just eight staff spread across two shifts. This allowed the railway to make the most of the Furlough scheme until October. The SVR remained closed until August which meant that 2857 covered a very small fraction of its normal mileage in 2020. That said, the loco has worked virtually daily throughout August without putting a foot (a wheel?) wrong. In fact, the only reported fault in nearly 40 days of running was that the brake blocks on the loco were getting worn!
By 2020 the much repaired ashpan on 2857 had become critically distorted such that its future viability for the remaining boiler certificate was in doubt.
As part of a yet another fleet wide replacement program, both safety valve springs have been replaced. It was clear from the process of re-setting the valves that these new springs were a very worthy investment, being far more responsive, while they should hold their set pressure far better than the originals.
It is now evident that a re-tyre will be necessary at the next overhaul. This is made even more apparent by the drop in ride height and the occasional bookings of horn tie bolts coming into contact with springs. Three driving springs were replaced. It is thought this is partly due to the low ride height arising from the thin tyres (a known issue on GWR locos) causing the springs to have very little room for deflection, causing them to act more as a solid shock absorber on some of the worse bits of track.
The links from the front driving springs to the equalising cross-beam for the pony truck were found to be severely worn. Replacements have been machined at Bridgnorth from EN16T steel, as opposed to the forged original components.
On 16th February we received some rather serious news from the SVR in that it was looking as if we had a loose wheel on the tender middle wheelset. There was a spare tender wheel set in the shed, being the one from 7802’s 4,000 gallon tender that had been fitted with a new axle, and so the Erlestoke Manor Fund were asked for permission to use this whilst the 28’s own was sent to the South Devon Railway at Buckfastleigh for repair. We are pleased to be able to record our thanks to Terry Jenkins of EMF for agreeing to this.
The SDR applied a 1000kN load (roughly 100 tons ‘in old money’) to each wheel, effectively trying to push the wheel along the axle, and measured no movement whatsoever. This gave a clear ‘No Fault Found’ situation and this was enough to give us the necessary assurance.
In October 2020 Martin White took over from Neil Taylor as Engineering Services Manager and we take this opportunity to thank Neil for all his help and support.